Blog
Zarządzanie zapasami i VMI
VMI to jazda na tandemie – tylko dla zorientowanych na współpracę cz.I
Z przyjemnością prezentujemy I część artykułu Pani Justyny Bazylczuk.
Artykuł zdobył Nagrodę Główną w konkursie: „Logistyka wzloty i upadki – o planowaniu praktycznie”.
VMI to jazda na tandemie – tylko dla zorientowanych na współpracę
Justyna Bazylczuk
(redakcja tekstu: Bogusz Dworak)
Czym jest VMI ?
Koncepcja VMI (Vendor Managed Inventory) to w ostatnich latach bardzo modny sposób współpracy pomiędzy klientem a dostawcą. W tym artykule postaram się „odczarować” mity i niedopowiedzenia, które towarzyszą VMI – przedstawiając Case Study z branży AGD. Moje doświadczenia pokazują, że kluczowe dla sukcesu jest zarówno dokładne zbadanie sytuacji biznesowej, skrupulatne przygotowanie do projektu, jak również otwarta komunikacja i ogromna dyscyplina.
Ten się śmieje, kto się śmieje ostatni.
W praktyce okazuje się jednak, że ten się śmieje, kto się śmieje ostatni: klienci bardzo często nie zdają sobie sprawy z pułapek związanych z nieprawidłowym przygotowaniem projektu VMI, dostawcy natomiast już od samego początku drogi widzą tylko same ostre zakręty, nie spodziewając się, że dzięki VMI i oni mogą odnieść konkretne korzyści.
 Case Study – kształtki styropianowe
Case Study – kształtki styropianowe
Opisywane wdrożenie VMI miało miejsce w fabryce sprzętu AGD w latach 2005-2007, w której pracowałam jako specjalista ds. logistyki.
W fabryce produkowano wtedy około 200 różnych modeli zmywarek do naczyń – wolnostojących (tzw. solo) lub do zabudowy.
Większość elementów styropianowych używanych do pakowania zmywarek była taka sama bez względu na typ wyrobu. Tylko dwie części były wariantowe, używane tylko do pakowania niektórych modeli. Oto zestawienie wykorzystywanych kształtek styropianowych:
- Podstawa styropianowa (nr 100) – kształtka występująca w listach części każdego modelu zmywarki
- Pokrywa styropianowa solo (nr 101) – wykorzystywana do produkcji modeli solo
- Pokrywa styropianowa do zabudowy (nr 102) – wykorzystywana do produkcji modeli do zabudowy
- Narożniki tylny i przedni (nr 103 oraz 104) – części występujące w BOMach wszystkich modeli.
Modele solo stanowiły około 60% produkcji. Pozostałe 40% to produkcja zmywarek do zabudowy. Proporcja ta była dość stabilna, pod warunkiem, że rozpatrujemy wolumeny miesięczne. Proporcje w zapotrzebowaniu tygodniowym ulegały dużym wahaniom, nie wspominając już o zapotrzebowaniach dziennych – gdzie udział modeli solo i pod zabudowę mógł być zupełnie inny.
Od dostawcy kształtek styropianowych zamawialiśmy więc 5 części, z czego 3 na podstawie całkowitej planowanej dziennej wydajności linii (bo potrzebne do wszystkich wyrobów), 2 pozostałe jako wariantowe wymagały uważnego śledzenia bieżących zapotrzebowań – ze względu na niestabilne proporcje pomiędzy modelami solo i pod zabudowę. Proces planowania zarówno wyrobu gotowego, jak i zapotrzebowań na komponenty odbywał się przy pomocy narzędzia klasy MRP II, obsługiwanemu przez system SAP.
Sprawa jest prosta. W czym zatem tkwi problem?
Skoro firma korzystała z narzędzia wspierającego planowanie zintegrowane, na czym polegał problem? Czy nie można było oprzeć się o plany materiałowe sugerowane przez narzędzie? Elementy styropianowe, mimo iż są bardzo lekkie mają jedną paskudną wadę. Są duże i zajmują mnóstwo miejsca w magazynie. Zapas styropianów pod choćby dzienną produkcję jest ogromny.
Firma borykała się z niewystarczającą powierzchnią magazynową i nikomu nie uśmiechało się jej dodatkowo zwiększać tylko po to, żeby trzymać tam śmiesznie lekki, ale za to ogromny objętością i ilością palet zapas taniego materiału opakowaniowego, jakim jest styropian.
Przed wdrożeniem.
W starym systemie zamawiania dostawca był zobowiązany codziennie dostarczyć ilość kompletów opakowań równych dziennej produkcji. Komplet opakowań to podstawa, 2 narożniki przednie, 2 tylne oraz pokrywa (w zależności od wariantu: solo lub zabudowa).
W jednym samochodzie dostarczane jest 510 kompletów, na 22 wózkach:
- 6 wózków podstawy styropianowej po 85 sztuk
- 5 wózków narożników tylnych po 102 sztuk
- 5 wózków narożników przednich po 102 sztuki
- 5 lub 6 wózków pokryw (ilość poszczególnych wariantów w zależności od zapotrzebowań).
Dla zaspokojenia potrzeb dziennej produkcji było 5 – 7 dostaw dziennie, w zależności od zapasu znajdującego się aktualnie na magazynie. Wózek był zaopatrzony w kółka, dlatego bez pomocy pracownika Transportu Wewnętrznego przekazywany był z magazynu bezpośrednio na linię produkcyjną.
W obiegu znajdowały się:
- wózki pełne na magazynie i przy linii produkcyjnej
- wózki puste na magazynie
- wózki pełne na produkcji u dostawcy.
Planowanie i częste śledzenie obiegu wózków było bardzo istotne, gdyż jeśli na magazynie u nas w fabryce znajdował się zbyt duży zapas – automatycznie zaczynało brakować wózków na produkcję u dostawcy.
Dostawca miał zawsze jedną stałą rampę przeznaczoną do rozładunków i załadunków opakowań zwrotnych. Miał do dyspozycji 2 naczepy: jedna czekała zawsze przy rampie na załadunek pustych wózków, druga jechała z wózkami pełnymi, następnie naczepy się zmieniały.
Harmonogram: tony bezużytecznego papieru i sztuka dla sztuki.
Harmonogramowanie w naszej firmie odbywało się w cyklu dziennym, co oznaczało, że bazowanie wyłącznie na systemie SAP w tym przypadku nie sprawdzało się. Harmonogram generowany przez SAP sumował bowiem zapotrzebowania dzienne, nie pokazywał jednak, o której godzinie zabraknie materiału. Dostawca nie znając dokładnego planu produkcji początkowo dowoził ilości dowolnie wciągu dnia, co w wielu przypadkach prowadziło do postoju linii montażowej, jeśli kolejna dostawa spóźniła się chociażby o 15 minut.
Oczywiście można by założyć, że dostawca dostarczy całość dziennego zapotrzebowania na godz. 6:00 rano. W tym przypadku musiałby jeździć całą noc i pozbyć się praktycznie wszystkich pustych wózków. Natomiast w naszej fabryce nie było aż tak dużo przestrzeni magazynowej, by wchłonąć jednorazowo całe dzienne zapotrzebowanie.
Po kilku tygodniach pracy z harmonogramem dziennym z SAP, w których praktycznie nie było dnia bez przestoju linii montażowej z powodu braku styropianu, zrezygnowaliśmy z wysyłania wielostronicowych standardowych harmonogramów zapotrzebowań z SAP.
Harmonogramy te nie były wystarczającym źródłem informacji. Co więcej, ich generowanie za pomocą faxu czy EDI przy codziennych zmianach planu zajmowało zbyt wiele czasu, „pożerało” gigantyczne ilości papieru i szczerze mówiąc – było jedynie „sztuką dla sztuki”. Musiałam ustalić nowy sposób współpracy…
RUNDA I – NOWY SPOSÓB WYMIANY INFORMACJI
Poniżej przedstawię pierwsze moje podejście do rozwiązania problemu. Nowy sposób przekazywania informacji o zapotrzebowaniach podzieliłam na trzy rodzaje:
1. Prognoza długoterminowa
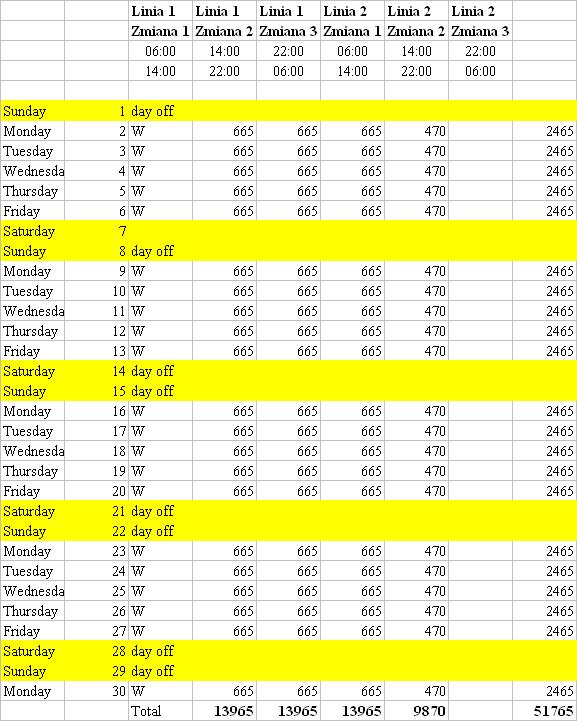
Informacje o zapotrzebowaniach na poszczególne miesiące dla materiałów standardowych (wchodzących w skład BOM każdej zmywarki) przekazywałam dostawcy w pliku Excel, w którym zawarty był ilościowy plan w odniesieniu do wydajności linii produkcyjnych w rozbiciu na poszczególne dni miesiąca.
Poniższy plan opierał się na planie biznesowym naszej firmy i zawierał planowaną produkcję na cały rok w rozbiciu na poszczególne miesiące. Oczywiście o każdorazowej aktualizacji planu dostawca był natychmiast informowany. Oto przykładowy harmonogram dla jednego miesiąca:
2. Zapotrzebowanie części wariantowych na cały kolejny tydzień
Informacje o zapotrzebowaniu szczegółowym na kolejny tydzień wysyłałam raz na tydzień. Zawierało ono dzienne zapotrzebowania w rozbiciu na warianty solo i do zabudowy.
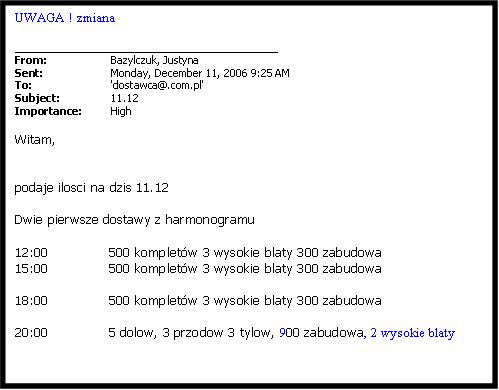
3. Ostateczna wersja najbliższych zapotrzebowań, tzw. „ Fine –tunning”
Codziennie rano wysyłałam plan na cały bieżący dzień. Oto przykład grafiku „ fine-tunning” na jeden dzień (wysyłanego mailem):
Nie trudno się domyślić, że ten sposób przekazywania informacji był bardzo czasochłonny – minimum dwa liczenia w ciągu dnia stanów poszczególnych kształtek i dopasowywanie codziennie grafiku dostaw do bieżącego tempa produkcji. Takich zmian w bieżących dostawach mogło być nawet kilka każdego dnia!
Często, aby zaoszczędzić na czasie, o zmianach informowałam dostawcę wyłącznie telefonicznie, co w skrajnych przypadkach mogło prowadzić do niedomówień, dezinformacji, czy po prostu zwykłych pomyłek z powodu zapisania lub zapamiętania nie takich ilości, jakie faktycznie były zamawiane. Zresztą wiadomo, że im więcej zmian, tym łatwiej o pomyłkę.
Sposób ten był również tak naprawdę za mało elastyczny. Mówi się, że produkcja „żyje własnym życiem”: często zdarzały się kilku lub kilkunastominutowe przestoje na produkcji z powodów technicznych, których – rzecz jasna – nie da się z góry przewidzieć. Na wszelkie odstępstwa od planu czy wahania w wydajności linii natychmiast reagował magazyn styropianów, który albo puchnął od zbyt częstych dostaw, bądź brakowało w nim potrzebnych akurat wariantów…
Uroczy sobotni poranek.
Pomysł z VMI zrodził się w momencie, kiedy pewnej soboty rano dostałam telefon od kierowcy dowożącego kształtki, który pytał, czy potrzebna jest ostatnia dostawa o 16:00, gdyż dowiedział się od brygadzistów w naszej fabryce, że z powodu nocnego postoju produkcja ma opóźnienie o 400 sztuk zmywarek i już na pewno dziś nie dadzą rady go odrobić, a magazyn w związku z tym pęka w szwach. Potwierdziłam tę informację telefonicznie u dyżurnego planisty i zgodziłam się na anulowanie ostatniej dostawy w tym dniu.
Wtedy zdałam sobie sprawę z faktu, że dostawca świetnie orientuje się w naszych zapotrzebowaniach! Kierowcy dostawcy znają się z pracownikami transportu wewnętrznego w naszej fabryce, pracownikami produkcji oraz kontroli dostaw. Po zaczerpnięciu informacji sami są w stanie podjąć prawidłową decyzję dotyczącą bieżących zapotrzebowań!
Koniec części I.
II część artykułu: O tym, jak wypracowano szczegółowe rozwiązanie VMI.
III część artykułu: O tym, jak zadziałało w praktyce przedstawione rozwiązanie, oraz o osiągniętych korzyściach.