Blog
Planowanie zintegrowane
Realizacja MPS - czyli o chorobie morskiej raz jeszcze. Część I.
W 2009 roku przeprowadziliśmy ankietę dotyczącą przyczyn problemów z realizacją Głównego Harmonogramu Produkcji*. Zadaliśmy Naszym Respondentom następujące pytanie:
Jaka jest Państwa zdaniem najczęstsza przyczyna tego, iż dobry MPS (Master Production Schedule) nie przekształca się w dobry harmonogram szczegółowy?
a) niewłaściwa analiza MPSa w trakcie procesu S&OP
b) błędne przetłumaczenie decyzji S&OP na poziom MPSa
c) niewłaściwe przełożenie MPSa na poziom harmonogramu szczegółowego
A oto Państwa odpowiedzi w ujęciu procentowym:
a) 40%
b) 10%
c) 50%
Postanowiłem w niniejszym artykule rozwinąć może nieco niedoceniany przypadek – B.
Jednym z głównych zadań systemu zarządzania MRP II jest zapewnienie efektywnego połączenia pomiędzy częścią planistyczną a wykonawczą, czyli zapewnienie tego, aby produkcja wyprodukowała dokładnie to, co zostało zatwierdzone do wykonania podczas procesu SOP.
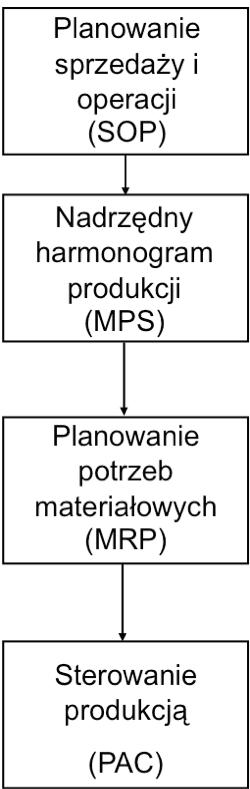
Ale jak to zrobić? W trakcie procesu SOP mówi się przecież o rodzinach produktów a nie o pojedynczych SKU. Otóż nadrzędny harmonogram produkcji jest takim translatorem, który pozwala na przejście z wolumenów i rodzin produktów na pojedyncze SKU. Ale jak z kolei powiązać SOP i MPS? Jakie informacje muszą trafić do osoby tworzącej nadrzędny harmonogram produkcyjny, aby tego dokonać? Jakie wskaźniki muszą stać na straży wykonania decyzji SOP?
Uniwersalnym indykatorem wydaje się być wolumen produkcyjny. Ale czy tak zdefiniowana decyzja SOP-oska spowoduje, że w naszym magazynie i u naszych klientów będzie właściwy towar, czy to wystarczy?
Jeżeli nasza firma mocno koncentruje się na aspektach produkcyjnych możemy posłużyć się wskaźnikiem wykorzystania mocy produkcyjnych, czyli z ang. utilisation. Także w tym przypadku będzie konieczny mechanizm, który regulowałby poziom zapasu w naszym magazynie, na poziomie pojedynczego indeksu, tak aby maksymalizacja wykorzystania nie odbyła się przypadkiem kosztem przyszłych obsoletes.
Jak powinien funkcjonować taki mechanizm regulujący poziomy zapasów?
Musimy pamiętać, że w ramach rodziny produktów w warunkach rynkowych dochodzi do fluktuacji popytu pomiędzy pojedynczymi SKU. W strategii produkcyjnej MTS pomoże nam zapanować nad procesem fluktuacji zapas minimalny i maksymalny na poziomie pojedynczego itemu. Dobrze ustawione tzw. widełki zapasu działają jak mechanizm samoregulujący, który zapewni zrealizowanie celu w postaci wolumenu z uwzględnieniem procesu fluktuacji, innymi słowy planista MPSa jest zobowiązany planować w taki sposób, aby zapas na poziomie pojedynczego SKU mieścił się w zadanych ramach.
Powinno to przypominać układ naczyń połączonych, w których ciecz (nasz zapas) po każdym zakłóceniu wraca do stanu równowagi, jeżeli na danym indeksie sprzedaż jest poniżej planu, to zapas może rosnąć tylko do określonego poziomu. Po osiągnięciu tego progu planista musi szukać innych rozwiązań realizacji wolumenu produkcyjnego, oczywiście nie mam na myśli działań dotyczących dnia dzisiejszego, tylko korzystania z funkcjonalności tzw. projekcji stock’u, która to jest na wyposażeniu każdego systemu informatycznego klasy MRP II. Ciągła obserwacja trendu sprzedaży i stanów magazynowych umożliwia planiście dopasowywanie planowanej produkcji do bieżącej sytuacji tak, aby w naszych naczyniach połączonych (magazynach) istniała ciągła równowaga.
Jak dobrze wyznaczyć widełki, w jakich powinien mieścić się nasz zapas? Dobrym punktem wyjścia wydaje się być zapas bezpieczeństwa wyliczony wg jednego z dostępnych wzorów. Dlaczego punktem wyjścia? Otóż nie możemy bezkrytycznie przyjmować i wdrażać tak wyliczonego zapasu.
Zgadzam się w tym przypadku z poglądem, iż zapas bezpieczeństwa jest takim pewnym punktem odniesienia. Potwierdza to przypadek pewnego przedsiębiorstwa, który najlepiej zobrazuje “teoria bąka”. Jak zawsze w przypadku różnych dziwnych teorii występują tu amerykańscy uczeni. Otóż tym razem wzięli oni “pod lupę” bąka i po wielu żmudnych obliczeniach doszli do wniosku, że porównując masę jego ciała oraz powierzchnię skrzydeł to ten owad nie ma prawa latać. Następnie drogą wnikliwej dedukcji doszli do wniosku, że bąk potrafi latać, gdyż nie zna tych faktów.
Otóż tak było w przypadku tegoż przedsiębiorstwa. Na pewnym etapie funkcjonowania firmy powstał nowatorski pomysł wyliczenia zapasów bezpieczeństwa. Po przeliczeniu dziesiątków indeksów okazało się, iż wyliczone wartości są dużo wyższe niźli te utrzymywane w chwili obecnej. W pierwszym odruchu management chciał wdrożyć wyliczone wartości, aby zwiększyć bezpieczeństwo i pewność dostaw do klientów. Na szczęście po chwilowym szoku przyszło opamiętanie “skoro do tej pory dobrze funkcjonowaliśmy to może te poziomy zapasu są OK?”.
Wróćmy do wyznaczania widełek, trzeba odpowiedzieć sobie na pytanie jak się ma zapas bezpieczeństwa w stosunku do możliwości powstania obsoletes (np. data przydatności do spożycia), w jakim punkcie życia jest nasz produkt, czy sumaryczny zapas bezpieczeństwa nie wpłynie na płynność finansową naszego przedsiębiorstwa? Musimy mieć także świadomość, że często zapas trzymamy po stronie zarówno wyrobu gotowego, jaki komponentów i często obliczając jeden jak i drugi bierzemy pod uwagę dokładność prognozy. Czy zapas raz wyznaczony powinien pozostać bez zmian? Jest to oczywiście pytanie retoryczne – oczywiście, że nie, gdyż wiele zmian ma wpływ na pozioma zapasu: dokładność prognozy, lead time produkcyjny, lead time dostaw, poziom brakowości naszej i dostawców. Dlatego jako zasadę warto przyjąć okresowe weryfikacje.
Jeżeli dysponujemy zintegrowanym systemem informatycznym to oczywiście nasze widełki powinny zostać tam zapisane tak, aby odpowiednio “wymuszały” dostosowanie poziomu produkcji i dostaw. W nowoczesnych systemach informatycznych często nasze widełki możemy wyrazić na dwa sposoby:
- zapas statyczny
- zapas dynamiczny
Ten pierwszy wyrażony jest w jednostkach naturalnych, jego wadą jest to, iż nie reaguje na zmiany w cyklu życia produktu i jeżeli ktoś go w porę nie zmieni to po zakończeniu sprzedaży możemy mieć zapas w postaci obsoletes. Zapas dynamiczny jest wyrażony w dniach i jest wyznaczany w funkcji zapotrzebowania, codziennie system w trakcie przebiegu MRP wyznacza jego nową wartość w jednostkach naturalnych. Jego zaletą jest to, że dostosowuje się do cyklu życia produktu i minimalizuje występowanie potencjalnych obsoletes po zakończonej sprzedaży. Niewątpliwą wadą jest to, że w przypadku zwiększonej prognozy sprzedaży w warunkach ograniczonych mocy produkcyjnych “wymusza” zwiększoną produkcję na rzecz zapasu bezpieczeństwa (dokładność prognozy we wzorach na zapas bezpieczeństwa nie zależy od wielkości sprzedaży). Sumaryczny wzrost proponowanej w ten sposób przez system produkcji idzie na zaspokojenie tak wyliczanego zapasu, który nie jest konieczny z punktu widzenia dokładności prognoz.
Jedną z częstych decyzji SOP jest postanowienie o dokonaniu tzw. preprodukcji w celu wygładzenia produkcji, bądź też przygotowania się do sezonu w sprzedaży i w ten sposób zbilansowania popytu i podaży w dłuższym horyzoncie czasowym. Jeżeli nawet taka decyzja trafia do wszystkich zainteresowanych w postaci emaila lub pliku excel to jest to niewystarczające, ponieważ powinniśmy tą decyzję koniecznie odzwierciedlić w naszym zintegrowanym systemie informatycznym. Możemy to np. odzwierciedlić modyfikując plan sprzedaży lub okresowo zmieniając wymagane poziomy zapasów. Umożliwi to planistom produkcji i zaopatrzenia właściwe przygotowanie się do sezonu w postaci zwiększonych dostaw komponentów pod produkcję uwzględniającą decyzje SOP.
Jak widać z powyższych przykładów bardzo podstawowe procesy i parametry mogą zakłócać przekaz decyzji SOP odnośnie nadrzędnego harmonogramu produkcyjnego.
Jeżeli ktoś z Państwa chciałby podzielić się swoimi przemyśleniami bądź rozwiązaniami dotyczącymi poruszonego tematu to serdecznie zapraszam do dyskusji: kontakt@mpm24.com
W następnych artykułach opiszę pozostałe dwa przypadki (a oraz c) a także dodam jeszcze jeden, który może występować w większych przedsiębiorstwach o bardziej skomplikowanych układach planistycznych.
Pozdrawiam
Piotr Kobiela